




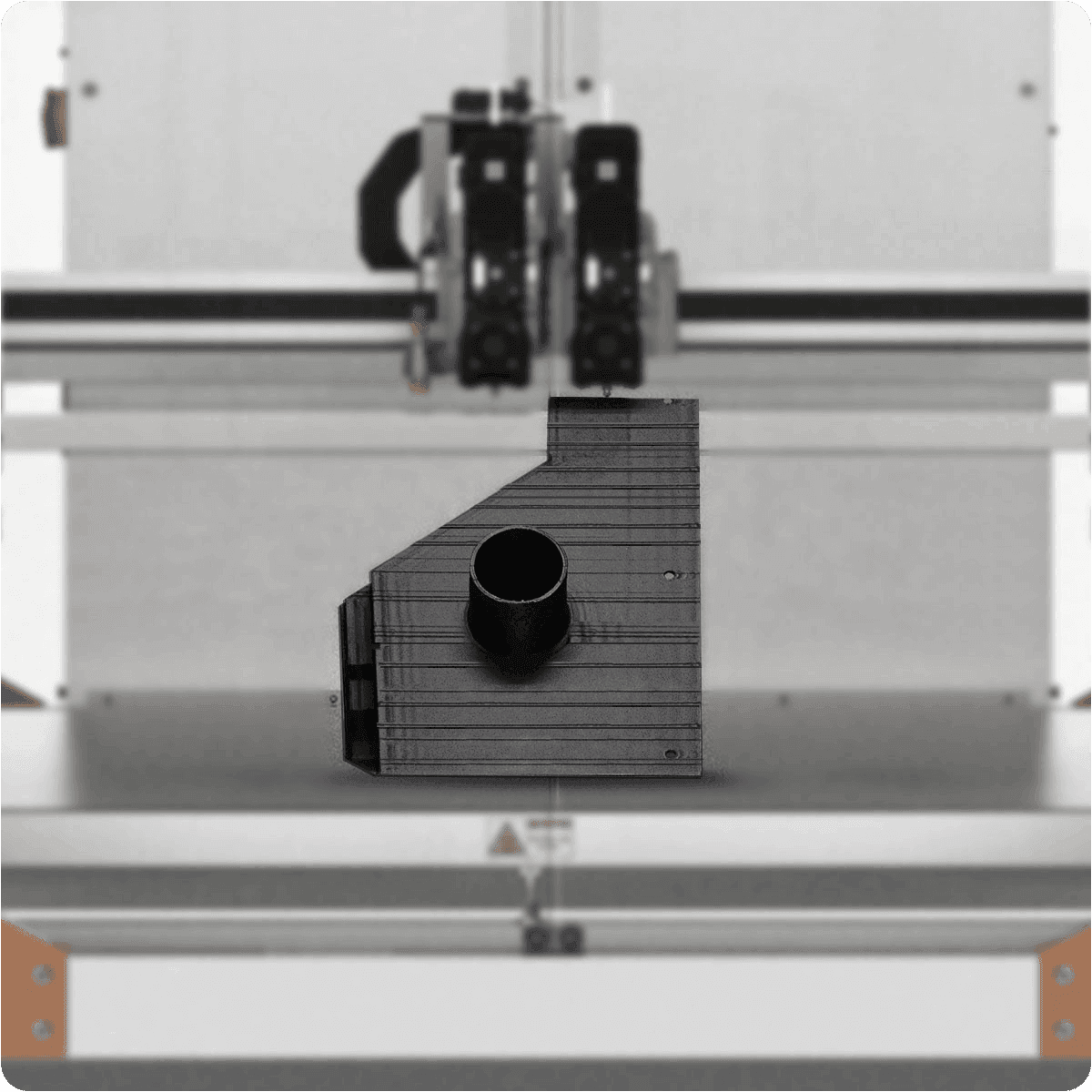
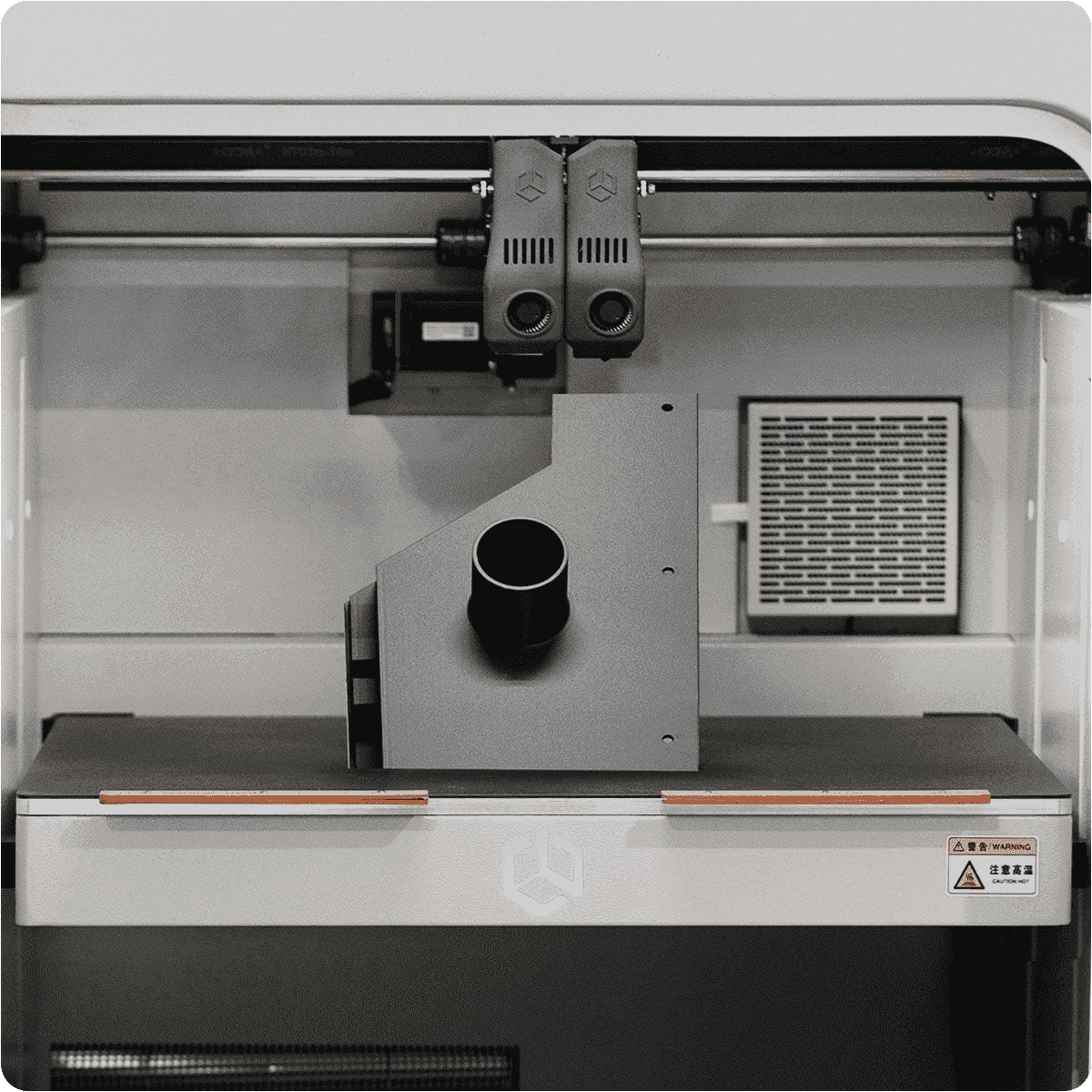
首层决定打印品质
配备自动网格调平系统,我们的大尺寸3D打印机确保整个宽广平台上实现超平滑均匀的首层,以获得完美打印效果。
Z轴 双光电传感器
全自动多点定位
0.005mm精度
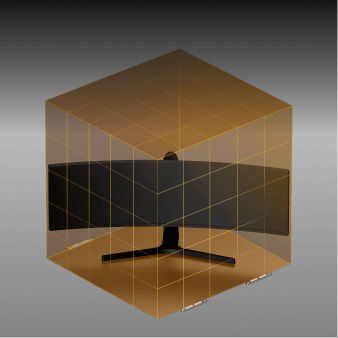
平台涡流调平 0.001mm 精度
革新大型打印平台校准方式
涡流调平系统解决了大型构建平台校准的关键挑战。利用高频电磁传感技术,实现了0.001mm的超高探测精度——与传统方法相比,精度提高了99%。这确保了完美的首层层附着力,即使是超大模型也能保证打印成功。
采用非接触式、零磨损传感器设计,系统不间断地进行连续扫描,仅需60秒即可完成床校准——将调平时间减少了80%,显著提高了打印效率。
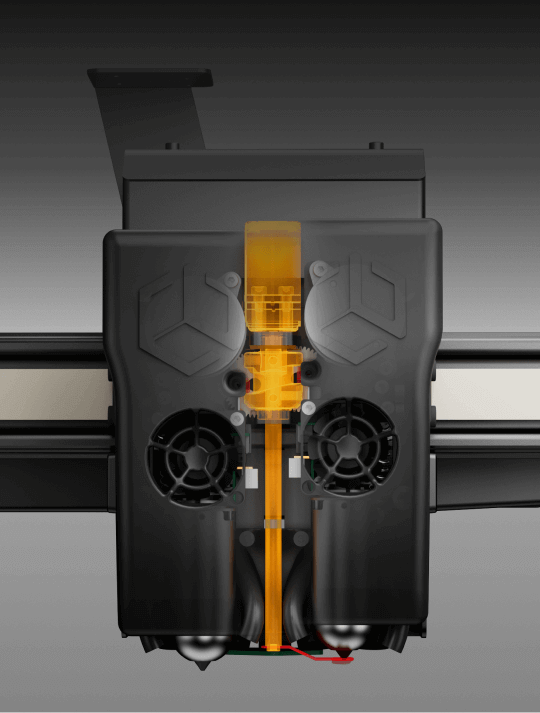
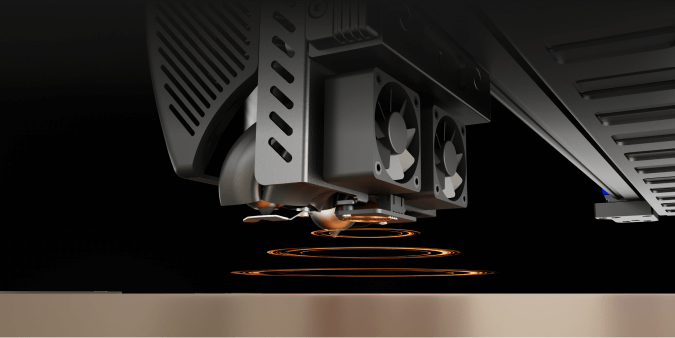
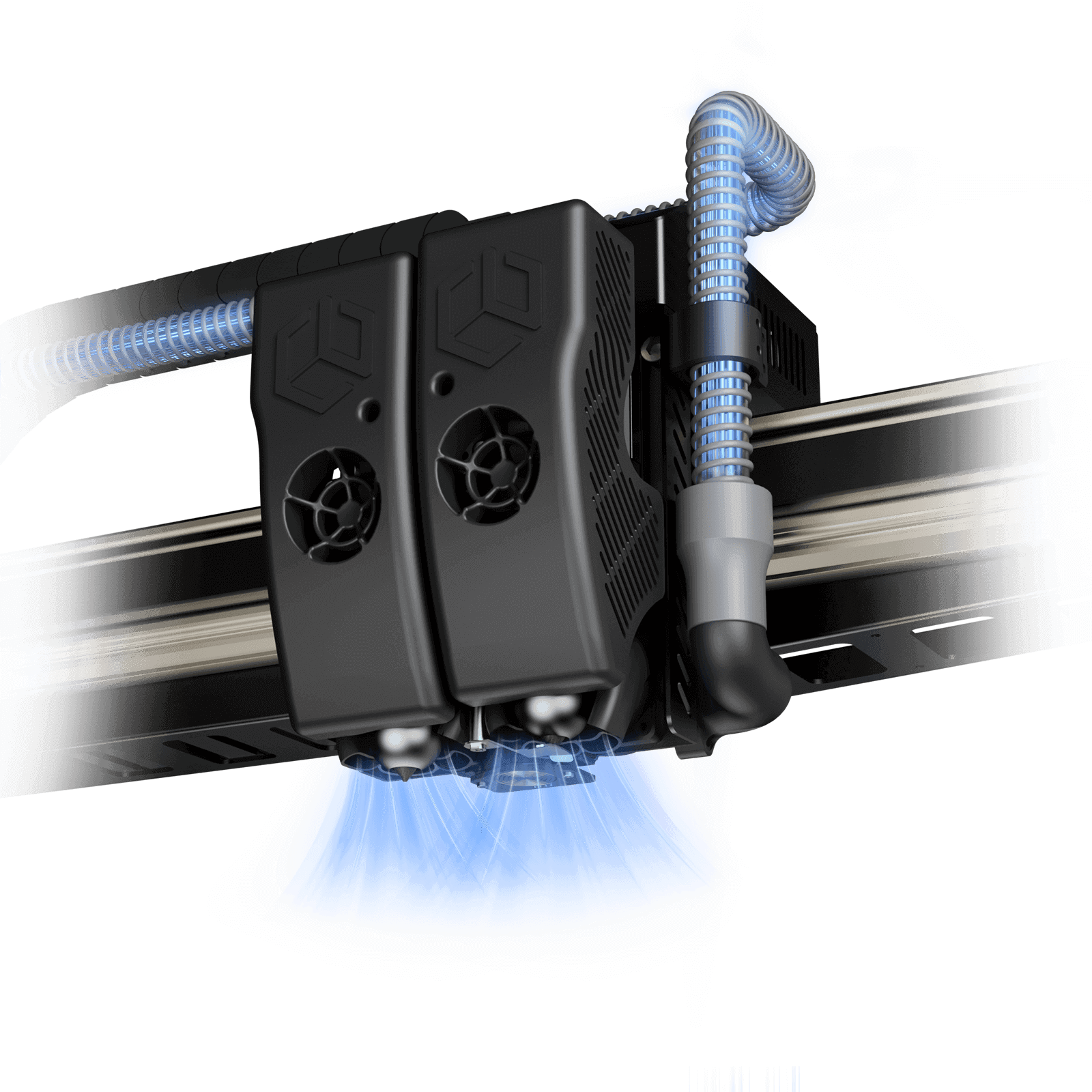
自动升降双挤出机 | 420℃
流量:90 mm³/s
加热至400°C:2分钟
温控精度:±0.15°C
D600 SE 采用新一代智能自动升降双挤出机套件,热端温度可达 420°C。热端可快速更换不同尺寸的喷嘴。
配备升级的双喷嘴快门技术,使用不同支撑材料实现完美打印。结合拓扑优化的轻量化设计,打印头可实现更高的打印速度和更好的运动灵活性。

双喷头堵头升降技术
耗材用尽时自动切换备用喷头。
左喷嘴
右喷嘴
主动加热腔 | 60℃
设计双层保温棉层,使腔体温度可升至80°C。这对于防止大型工程材料的收缩和变形至关重要。
减少热应力与翘曲
改善层间粘合
减少湿度影响
优化工艺一致性
打印大型或高强度工程材料(如ABS)时,不均匀冷却会导致内部热应力,从而引起翘曲、分层或开裂。
你知道加热腔体会导致打印机内部结构形变吗?
在大尺寸FFF 3D打印中,当腔温升高时,打印机框架和结构部件也会发生热变形——金属膨胀、轴错位和机械部件位移。这些微变形逐层累积,最终导致:
- 1)层错位和表面粗糙度
- 2)尺寸精度损失
- 3)大型零件的结构缺陷
这就是为什么腔温作为可选附加功能,或者制造商声称可以稍后加装,表明他们缺乏基本理解。他们没有对机器变形的补偿措施——有些甚至没有意识到这个问题。他们只是为了满足客户需求而添加这个功能,而没有考虑打印质量。
我们在FFF工业打印机的腔温研究方面拥有8年以上的经验。
我们的解决方案:智能腔加热算法 + Z轴魔盒技术 通过这两项专利技术的协同作用:
- 1)智能腔加热算法预测并抵消腔温变化引起的不规则变形
- 2)Z轴魔盒技术通过实时补偿框架和构建平台的热膨胀,完美保持表面光洁度
- 3)最终结果?即使机器已经发生轻微变形,也能打印出完美的零件!
- 4)3D打印机的坚固结构(重量很重要)显著减少变形——机器越重,变形越小!
我们在FFF工业打印机的腔温研究方面拥有8年以上的经验。
我们的解决方案:智能腔加热算法 + Z轴魔盒技术 通过这两项专利技术的协同作用:
- 1)智能腔加热算法预测并抵消腔温变化引起的不规则变形
- 2)Z轴魔盒技术通过实时补偿框架和构建平台的热膨胀,完美保持表面光洁度
- 3)最终结果?即使机器已经发生轻微变形,也能打印出完美的零件!
- 4)3D打印机的坚固结构(重量很重要)显著减少变形——机器越重,变形越小!
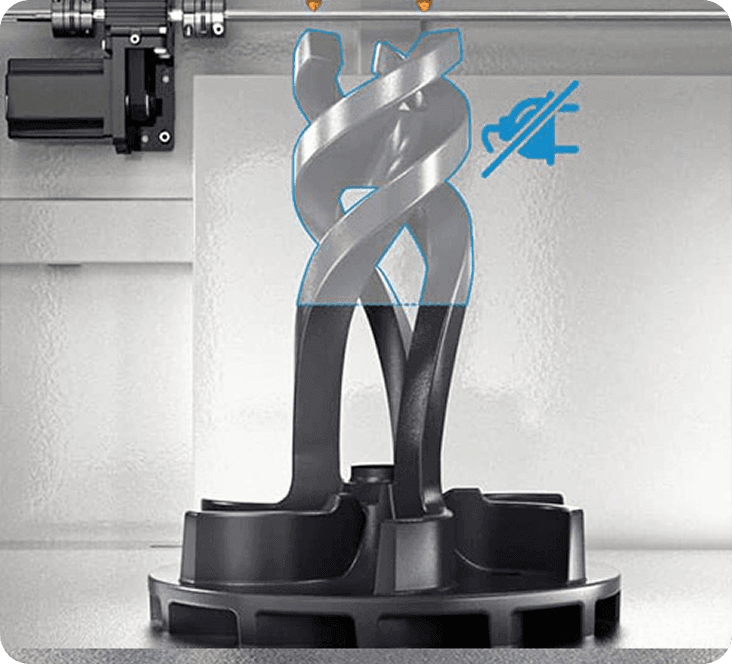
断电恢复 + 耗材检测 + 备份模式
断电时,打印机自动记忆当前位置并保存打印数据。重启后,从断电点继续打印,无需重新开始整个打印过程,节省宝贵的时间和材料。
当耗材耗尽时,打印机暂停并提醒您,允许您更换耗材卷并继续打印而不丢失进度,从而防止打印失败。
现在新增备份模式:如果主喷嘴(1号)的耗材耗尽,打印机自动切换到副喷嘴(2号)继续打印,确保即使在更换耗材时也能不间断生产。
磁吸平台
独家研发磁吸平台,超大尺寸,平台可轻易取出,耐100°C以上的高温,长时间使用不消磁,弯折上万次无形变。
对于超大尺寸模型,能够在瞬间完成模型脱落,并且模型底部平整,非常方便。
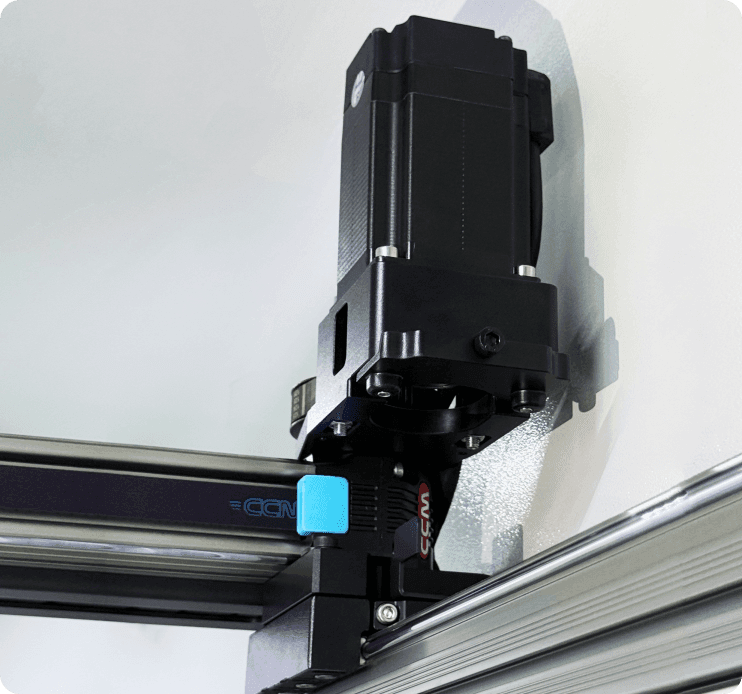
直线导轨和伺服电机
当长度达到 1000mm 以上时,小型导轨会产生较大挠度。D600 SE 采用重型直线导轨和伺服电机,即使在高速下也能确保平稳精确的运动,不会损害大型打印所需的精度和可靠性。
真正的外部空气冷却
工业级冷却泵
机头热防护
真正的模型空气冷却
超低分贝运行、全天候(24/7)不间断工作。它在提供恒定强大气压的同时,保持了极低的运行噪音,为研发和办公环境提供静谧体验。
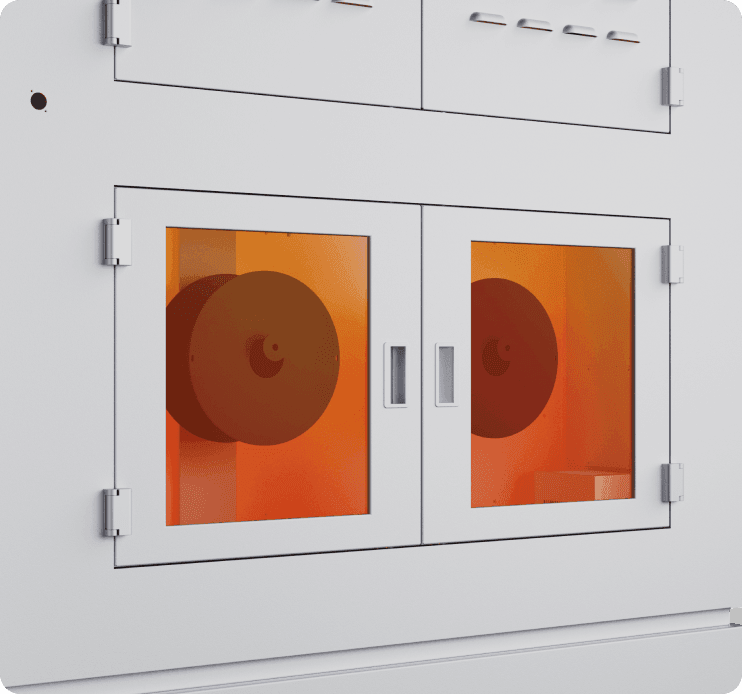
耗材干燥仓
该3D打印机配备一体式耗材干燥仓,可提供0-70°C的精准温控环境,有效防止尼龙,PC,尼龙碳纤,PET碳纤等易吸湿材料在打印过程中受潮,从源头避免气泡、拉丝等常见缺陷,确保打印持续稳定、成品质量一致。
独立四轴Z向系统
全自动四点调平
超强承重与结构稳定性
消除“对角线偏差”与扭曲
极致的层厚一致性
消除手动调平,实现真正的平台”绝对水平“ 独立四电机驱动允许对平台每个角落的高度进行单独补偿。系统自动检测并微调每个角落的垂直高度,确保打印平台与横梁之间的极端平行度,彻底解决大型打印件首层黏附难题。

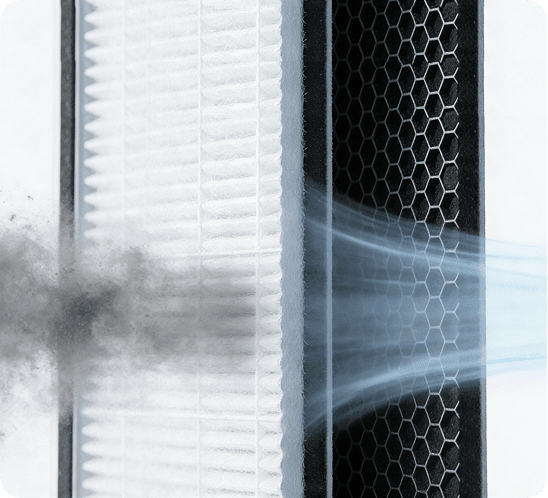
超强空气过滤系统 / 99.995%吸附率
我们先进的空气净化系统采用双过滤器设计:初始HEPA过滤器捕获细颗粒,然后活性炭过滤器吸附挥发性有机化合物(VOC)和异味。确保清洁安全的打印环境,保护操作员和打印件免受有害排放的影响。
技术规格
| 打印参数 | |
| 打印技术 | FDM |
| 打印体积 | 单喷头打印:600 x 600 x 600mm 双喷头打印:545 x 600 x 600mm |
| 喷嘴数量 | Double |
| 自动升降挤出机 | 是 |
| 最小层厚 | 0.05mm |
| 耗材直径 | 1.75mm |
| 耗材兼容性: | PLA, ABS, ASA, PP, PETG, PC, Nylon, TPU, ABS-CF, PC-CF, PET-CF, PET-GF, UltraPA-CF, PPS-CF, etc, PA-GF, PA-CF, PA-ABS, PC-ABS, PP-GF, PP-CF |
| 喷嘴直径 | 0.6mm (0.3, 0.4, 0.6, 0.8,1.0mm) |
| 温度参数 | |
| 喷嘴最高温度 | 420°C |
| 打印平台最高温度 | 100°C |
| 打印舱最高温度 | 60°C |
| 耗材干燥温度 | 0-70°C (Timed) |
| 速度参数 | |
| 最大打印速度 | 300mm/s |
| 流速 | 90 mm³/s |
| 电气规格 | |
| 电源要求 | 240V, 50-60Hz |
| 额定功率 | 4900W |
| 屏幕 | 7英寸触摸屏 |
| 连接方式 | USB/U disk/WiFi/LAN |
| 软件参数 | |
| 软件包 | CreatWare, OrcaSlicer, Cura,Slice 3r |
| 支持的文件类型 | Gcode, STL, 3MF, OBJ, AMF, STP, STEP |
| 操作系统 | Windows ALL / Mac OS |
| 特殊功能 | |
| 空气过滤系统 | HEPA+Carbon |
| 耗材检测 | 暂停打印 |
| 固件 | Klipper - 高速 |
| 双喷嘴自动恢复打印 | 是 |
| 平台调平技术 | 涡流调平 |
| Z偏移技术 | 双光电传感器 |
| 双喷头堵头技术 | 是 |
| 腔室保温 | 内部保温棉 |
| 外部空气冷却 | 是 |
| 机械 | |
| 打印平台 | 航空铝板 |
| 平台调平 | 自动 |
| 挤出机 | 智能双挤出机 |
| 自动升降挤出机 | 是 |
| X/Y定位精度 | 0.0127 mm |
| Z定位精度 | 0.005 mm |
| Z轴结构 | 独立四Z轴 |
| 尺寸与重量 | |
| 产品尺寸与重量 | 1040 x 920 x 1300mm 190kg |
| 包装尺寸与重量 | 1140 x 980 x 1390mm 245kg |

下载资源
联系我们
河南速维电子科技有限公司河南省郑州市高新区
腊梅路150号
T: (+86) 371 5569-1230
sales@creatbot.com
support@creatbot.com
社交媒体

GET A QUOTE
在线咨询